
The Water Reclamation & Bio-Solids Division for the City of Fort Collins, Colorado, continues to benefit today from extended mean-time between failures with proven equipment reliability best practices, through the diligent use of best practices in machinery lubrication and oil analysis. Change of attitude and thus the change in maintenance culture, paved the way to a proactive maintenance strategy. This was first introduced more than 22 years ago. The plant is a city-owned domestic and light industrial wastewater treatment facility. This article introduce a case history regarding long proven reliability of seven critical triple-reduction gearboxes.
In 1987, preventive maintenance was accomplished with screw-drivers, hammers, pliers, a grease gun and use of a hammer. A portion of the strategy was to leave things alone that had not been touched in the past. Records of maintenance tasks were jotted down on 3 x 5 index cards and filed in a desk drawer. With the retirement of this generation of maintenance approaching, responsibility of preventive maintenance shifted to the next generation.
I was asked to create and write calendar-based mechanical maintenance tasks and procedures for the division. At this same time, the maintenance department began to utilize a computerized maintenance management system or CMMS. I would also be responsible for performing these scheduled maintenance tasks. The knowledge of the maintenance staff and maintenance culture would be transformed over the next many years. The plant’s identification also transformed to becoming known as the city’s Water Reclamation and Bio-Solids Facilities. My position with the city began as a Utility Operator and later became known as a Maintenance Specialist.
The calendar-based, intrusive preventive maintenance strategy became a more effective condition-based proactive maintenance strategy. These equipment reliability best practices continue today. Awareness of the benefit of maintenance best practices is trending toward a maintenance staff of knowledge and technical skill. This has helped create a change of attitude from jobs commonly referred to as “lubers” or “grease monkeys,” to a more realistic recognition of the technical aspects, knowledge and skill sets of true maintenance and reliability professionals, lubrication specialists, machinery lubrication technicians and machine lubricant analysts. Industry cannot help but benefit from such a shift in maintenance culture and equipment reliability best practices.
Review: 2014 Case History

Figure 2. 300-hp Dewatering Centrifuges
The first of two previous case histories for review was presented at Reliable Plant 2014, which was followed by an article published in the July-August 2015 issue of Machinery Lubrication magazine. Entitled “Gearbox Condition Monitoring Through Used Oil Analysis,” this was a study of two planetary gearboxes installed new in calendar year 1999 on the back-drives of two 300-hp sludge dewatering centrifuges. These back-drives control the internal scroll speed and the rate at which dewatered sludge is discharged. Figure 2 shows these two centrifuges. Figure 3 shows the outer shell of one of the planetary gearboxes with the protective guard removed.
The original manufacturer maintenance guidelines recommended annual gearbox oil replacement and a 2-year gearbox exchange program, where a replacement gearbox would be shipped to the treatment plant and installed in place of the existing gearbox as an effort to ensure operational equipment reliability. The original gearbox would be returned to be remanufactured, and then recycled within the manufacturer’s gearbox exchange program.

Figure 3. Planetary Gearbox – Outer Shell
Through the innovation of utilizing best practices in machinery lubrication and oil analysis including representative gearbox oil sampling, a comprehensive oil test slate, thorough and accurate oil analysis, testing and reporting and appropriate condition-based maintenance action, these original gearboxes continue today in reliable service, having never been sacrificed for a calendar-based exchange program. The maintenance tasks for these gearboxes have been condition-based since the gearboxes were new. The in-service oil, an ISO VG 220 EP PAO synthetic gear oil, is routinely monitored for physical properties, additive concentration, contamination, and wear debris.
ISO particle count cleanliness targets have been established and maintained. Equipment reliability best practices in lubricant storage, handling and dispensing have been implemented and are diligently followed. Adhering to the recommended maintenance guidelines alone, these gearboxes would have each been exchanged 9 times to date. 18 years has passed since the 2-year gearbox exchange program was originally recommended. This proactive maintenance strategy demonstrates successful condition-based monitoring and equipment reliability with significant cost savings as 18 gearbox exchanges would have occurred. These two critical gearboxes, vital to the sludge dewatering process, continue to operate in routine service-duty today.
Review: 2015 Case History
The next previous case history was presented at Reliable Plant 2015 entitled “Service Duty of a Journal Bearing in a Harsh Environment – What’s Par for The Course?” This study proved how the benefit of technical knowledge acquired through maintenance staff technical training fueled the motivation behind implementing the equipment reliability best practices in the grease lubricant being used in this application. This change to a more suitable lubricant has increased mean-time between failure from 3 years to more than 22 years of continuing reliable service. These bearings have not needed replacement since this new type of lubricant was introduced in the early 1990s.
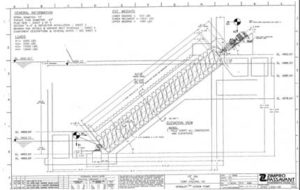
Figure 4. Positive Displacement Screw Pump
These journal bearings or plain bearings, are located at the base of the wastewater plant’s seven spiral lift positive displacement screw pumps. Figure 4 shows a mechanical drawing of these pumps. The arrow shows this bearing at the lowest portion of the screw. Three screw pumps were originally installed in the mid-1970s. These were the bearings that lasted three years between complete failure, as the steel flights of the screw would rub against the concrete trough as excess lower bearing wear occurred. The other four screw pumps were commissioned in 1994 during a plant expansion project. It is these four screw pump bearings that remain original and have yet to need replacement. The pumps are enclosed for odor containment purposes and for protection from thermal expansion and contraction with variances in ambient temperatures.

Figure 5. Fixed Steel Journal and Bronze Bearing Sleeve in Casting
The pumps are vital in lifting wastewater to allow gravitational flow throughout the various reclamation processes. The flights of these screws are 72 inches in diameter, and each pump has a capacity of lifting 12 million gallons of flow per day. Each bearing has a fixed steel journal encompassed by a large bronze sleeve. The sleeve is fixed within a housing attached to the bottom portion of the screw pump torque tube which rotates at 31 rpm. See Figure 5.
Bronze sleeve wear is measured by hydraulically lifting the torque tube and measuring bearing movement. The wear tolerance allows .187-inch movement before bearing replacement is recommended. This is now a calendar-based preventive maintenance task where the scheduled frequency has been increased over time to more than a 1-year interval. With 0.080-inch movement recorded in July 2015, more than 22 years of service duty has produced less than one-half of the allowable wear tolerance! This is an increase of over 700 percent in mean-time between failure when compared to 3 year’s previous service duty! How can this be? The right lubricant was applied!
The previous grease lubricant being used was an NLGI #2 lithium grease having an ISO VG 32 base oil. It was originally thought that this grease was necessary to enable pumpability to the bearing during the extreme cold temperatures experienced in the winter months of northern Colorado. Little was known at the time regarding specifications, characteristics and load carrying properties of greases. It has since been determined that the lithium thickener could not maintain consistency in the submerged environment, nor could the low viscosity base oil carry the heavy radial load in this application. Additionally, with the abrasive environment of the solids content found in raw wastewater, these bearings failed routinely. At the time, three years of life cycle was considered acceptable due to the bearing’s harsh, submerged environment.
With the technical knowledge obtained through staff training, it was learned that equipment reliability best practices may be improved by using a calcium thickened grease that is more suitable for submergence. A heavier ISO VG 460 base oil would carry the heavy radial load better. The pumpability of the more viscous base oil would be off-set with a more fluid NLGI #1 consistency. Changing to a grease having these specifications has proven itself to be much more suitable for this application and its environment. This change has proven effective with dependable grease pumpability in extreme cold temperature, grease consistency is maintained even with complete submergence in raw wastewater and the oil viscosity has the ability to keep the surfaces separated. Using the right lubricant for the application is paramount! Staff training, skill set and attitude has changed maintenance culture and has led to improved equipment reliability.
2017 Case History
This new case history involves the parallel-shaft triple-reduction gearboxes on the drives of the previously mentioned spiral-lift screw pumps. Three of these gearboxes were replacements for the original OEM gearboxes commissioned in the mid-1970s previously mentioned. Without equipment reliability best practices, these gearboxes were producing significant wear metal, visually seen in the used oil at the drain plug during routine oil changes. The oil changes were scheduled on a calendar-basis, as there was not an oil analysis program in place. R&O 220 circulating oil was the lubricant used since new, and after 15 years of service duty, these gearboxes were “worn out”, producing significant wear metal debris after having served what was also considered to be an acceptable life cycle.

Figure 6. Screw Pump Motor and Gearbox Drive
While commissioning these new replacement gearboxes the initial consensus was to continue use of R&O 220 oil. However, in reviewing the new lubricant recommendations and information provided on the new gearbox lubrication nameplate, it stated an AGMA #6 EP gear oil was to be used. This would be one ISO viscosity grade heavier than the previous oil used and would include extreme pressure additives that were previously not used for this application. With this information and the expanding technical expertise in machinery lubrication, an ISO VG 320 EP gear oil was selected. This became the appropriate oil to be used. It was also used at start-up of the previously mentioned four additional screw pumps commissioned in the 1994 plant expansion. A new motor and gearbox is shown in Figure 6.
We began to make simple and cost effective equipment reliability best practices modifications to enable a condition-based proactive maintenance strategy. Over time the mineral oil was replaced with an ISO VG 320 EP PAO synthetic gear oil. Each of these efforts were to exercise maintenance best practice and enhance equipment reliability.
Simple Cost Effective Equipment Reliability Best Practices Modifications
Since these screw pumps operate at a 38-degree angle from horizontal as seen in all related figures, the gearbox upper higher speed bearings and gear mesh are out of the oil reservoir and would not receive adequate lubrication if not for an external oil circulation pump providing oil flow to these components. These oil pumps were originally installed 180 degrees from their current orientation with the pump located above its respective motor, requiring a considerable amount of suction lift to distribute the oil.

Figure 7. Thermometer and Oil Pipe Fittings Added
Innovative thinking suggested these pumps be rotated to provide a flooded suction. This eliminates suction lift entirely and ensures more reliable oil delivery. The pump suction lines were re-plumbed from the side of the gearbox casting to the lower portion of the casting. This enabled 100 percent oil circulation of the wet sump eliminating a potentially stagnant oil zone within the reservoir. Oil analysis was becoming instrumental in the new proactive maintenance strategy. An oil extraction sample port was added. It provided for turbulent and representative oil sampling following adequate dead-zone flushing. A thermometer probe was inserted where the oil suction line was located for visually monitoring oil temperature. These improvements are seen in Figure 7. The on-board oil filter was an add-on as well.
There was no means of gearbox oil filtration provided from the factory. Oil filtration was necessary to achieve and maintain necessary ISO particle count oil cleanliness targets. The oil filter piping was fitted to include pressure gauge ports upstream and downstream of the oil filter. This allowed monitoring differential pressure across the filter. The gearbox breather port was fitted with a desiccant breather to control moisture and particle contamination. These are all examples of relatively inexpensive yet very proactive and innovative equipment reliability best practices modifications that are very often not provided by the equipment manufacturer. These simple modifications enable condition-based monitoring for best practices in machinery lubrication and oil analysis.
Oil samples are withdrawn at 750-hour run-time intervals and sent to an outside laboratory. Oil analysis results are imported to a lubrication oil analysis maintenance software program and reports are thoroughly reviewed for component accuracy, correct physical oil properties, trending, changes in additive concentration, the presence of contamination and wear debris. When necessary, appropriate maintenance action is then taken for equipment reliability best practices.
This case history demonstrates innovation and a diligent approach to best practices in machinery lubrication and oil analysis. This approach has produced reliable equipment operation for more than 22 years, as these gearboxes are still in-service duty today providing the vital lifting of wastewater flow. Mean-time between failure has presently been extended to 50 percent beyond the life cycle of the three original gearboxes that were producing wear metal after 15 years of service duty. Applying the correct lubricant and several simple modifications allowing a condition-based proactive maintenance strategy, has proven effective reliability and significant reduction in equipment replacement costs.
These case history examples continue in routine service duty. Each is still within their respective present usable life-cycle, many years after initial commissioning. These examples clearly demonstrate the benefits of best practice in machine lubrication and used oil analysis. Technical training, education, skill sets, innovation and initiative has led to increased equipment plant reliability and significant cost savings.
Thirty years have passed. The city of Fort Collins’ Water Reclamation and BioSolids Facilities have again faced the retirement of a maintenance generation. However, the current generation of maintenance embraces these equipment reliability best practices and maintenance culture that is successfully using best practice to produce equipment reliability from generation to generation.
This article was previously published in the Reliable Plant 2017 Conference Proceedings.
By David Tiffany, C&W Services