
The primary source of lost revenue due to downtime of equipment is commonly a direct result of some type of contamination, be it dirt, water, product, incorrect lubricant, or some blend of any of these. Oil analysis results can identify these contaminants, but unless you are aware of the actual problems that can arise from them it is difficult to take the correct action.
We are going to review the most common contamination types: Water, Dirt, and Incorrect Lubricant. We will go case-by-case with each contaminant type for what the more common forms are within type, and then look at what kind of lubricant and equipment degradation you are more likely to see when you have these contamination types present.
We will then look at what oil analysis tests are more likely to show each problem, and some common results when you have these problems present. Finally we will go over the more common recommended actions when you have these various contamination types to try to stop the problem.
Abrasives
Abrasives are at the top of the list for being the most common problem inducing contaminant in oil analysis results, because they tend to cause the most damage. They are more likely to be a hard contaminant, and present the ability to be a size range well into your clearance ranges that are more likely to cause the most damage.
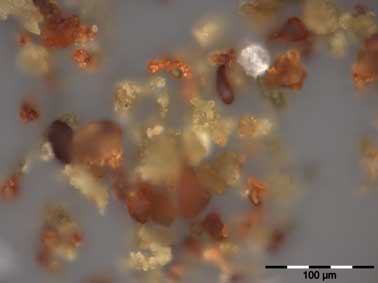
The most prevalent forms of abrasives are dust and dirt (likely suspended by air, or possibly introduced along with water contamination) and Product or process contamination (if you have a process that includes any level of particulate, it is possible for this particulate to get into a lubricating system and cause damage no matter how soft the particle is).
Degradation from abrasive contamination comes primarily in the form of equipment wear, but there is a less prevalent lubricant degradation problem that can also occur with it.
Abrasive wear or cutting wear is usually found in systems with a sliding motion load somewhere in the unit. Commonly with thrust bearings or other softer metal bearings, the abrasive can wedge into the soft metal and then gouge the harder steel surface. This is not to say you can’t have copper alloy cutting wear, the metal produced depends on the contact surfaces in the path of the abrasive contamination and the hardness of the contamination.
Systems with rolling actions within them (rolling element bearings, gear teeth, etc.) are more likely to have pitting from abrasive contamination. As particulates roll through the load zone, the extreme pressure exerted on the contact point between the races and the rolling elements can pit the surfaces, starting cracks and initiating fatigue wear and potentially spalling.
Lubricant degradation is more likely to be from another source, but you can see some lost lubricant life from abrasive contamination. When a unit is wearing, the metal released by the abrasives can become a catalyst, and these particles increase the available surface area for lubricants to for degradation byproducts on.
Identification of abrasive contamination and wear is commonly found through metals testing. If you have an oil analysis performed, with plain abrasive/dirt contamination, what you typically will see is an elevation of the metals that are coming in direct contact with the abrasives. In gears, this will tend to show high iron levels with low alloy metals (Chrome, Nickel, Manganese), and an increase in silicon and possibly aluminum if there is enough contamination due to the Alumina Silica ratio relationship – roughly 10 parts silicon to 1 part aluminum is fairly common.
Another common test to monitor contamination is particle count. A note about particle count though, it is unselective in the particulate it is counting. Water, air, dirt, fibers, metals and everything else will just make a “particle” so to be more selective in what kind of contaminant you are look at if you are using particle count, you will need to do some additional testing or look at other results from the oil analysis test.
Typical recommendations on your oil analysis results will be to first repair the ingression point. This is not always feasible to the end user, but the protection of the equipment should be first and foremost for an analyst making recommendations and it is unfortunately fairly common for the lab and the end user to not have this level of interaction. In lieu of having this knowledge, the analyst should be making the safest bets for the equipment.
Next you will likely have a suggestion to filter the lubricant. Again, this is not always feasible for the site or possibly the equipment isn’t on-site, but knowing that it is physically possible to filter most lubricants and it is better to not open a system if you don’t have to, filtration should be a first option in most cases.
If filtration is definitely not an option, you may receive a suggestion to change the lubricant. This is not as optimal as filtration, but when you have contamination it is very likely that your new lubricant will be much cleaner than the lubricant in the sump, and will in effect dilute the problem contaminant reducing the abrasive wear.
The last most likely recommendation you may see would be some type of exception testing. This will depend on if there is obvious wear in the system according to the wear metals. Analytical Ferrography or Filter Patch Analysis can help to qualify the extent of the damage this unit has received, to help determine if you need to take immediate action, or if the wear event is not as severe as it may look.
Water
Water is the next most common contaminant likely to cause you problems with equipment. There are three forms of water.
Dissolved water is usually benign except in extreme circumstances where you must have exceptionally low levels. This is the water that has entered the lubricant via humidity or a similar instance, and the lubricant has simply absorbed the water up to a saturation point, and does not exhibit any signs of water contamination such as clouding.
Emulsified water is the most damaging form of water contamination. This is where there was enough water to go beyond the saturation point, and has likely entered the lubricating stream. The mixing action in the equipment may have made it emulsified, or this may be a function of a lubricant additive, but regardless the primary initial identifier of this type of water is that the lubricant is usually cloudy. The cloudiness comes from the water becoming small droplets within the oil. This form of water is the most damaging because it is free flowing with all of the lubricant and will be in the load zone.
Free water is somewhat less damaging than emulsified water, but is still a problem. Some lubricants will not hold water in suspension past the saturation point, and will drive the water out. Water is heavier than the hydrocarbons lubricants are made with, so it falls to the bottom of the sump. The problems resulting from continuing water contamination include allowing water to become part of the lubricating stream, possibly breaking the ability of the lubricant to shed water (demulsability) and letting it emulsify, possibly starting to grow biological contamination which will further degrade the oil and also start to plug filter, and there also exists the possibility of a safety hazard if you allow free water to continue to enter a sump and overflow it.
With water contamination there is just as much if not more damage to the lubricant as there is to the equipment. The main source of equipment degradation is going to be rust. Any time you have a degraded lubricant with water contamination, there exists the possibility of rusting on nearly any iron/steel surfaces. Rust is very hard, harder than steel, and creates abrasive particles along with the existing water problem.
Another problem from water contamination includes hydrogen embrittlement. In this phenomenon, the water is cracked into oxygen and hydrogen, and the hydrogen is absorbed into the metal surfaces. This creates a harder but more brittle surface that is unable to flex as needed in elastohydrodynamic lubrication required for rolling elements to work properly, and you end up cracking the rolling surfaces and starting spalling.
Regarding lubricant degradation, the primary issue with water is going to be having it in the load zone of the equipment. Water in a load zone is incapable of supporting a load, so the load continuously collapses onto a much thinner lubricant film and can allow significant surface to surface contact, resulting in wear.
Water will cause premature aging of a lubricant – it is a fairly well supported idea that water in a lubricant will reduce the lubricant life to 1/10th of the original potential life.
Water in a lubricant sump can also cause sludging; this is primarily a factor of simple premature aging of the lubricant, but this factor should be considered separately because it causes different issues such as thickening of the viscosity and potentially preventing splash lubrication, or possibly having a filter plug from the sludge material.
The last most prevalent oil degradation issue is that water has a strong tendency to not enter a lubricating system by itself. External surfaces of equipment tend to be dirty, and the water will suspend this dirt and then enter the system with the dirt, causing not only water damage to the lubricant, but also abrasive damage to the unit.

Identification of water contamination can be done on-site in many cases. The first most likely source of identification is going to be visual – emulsified water in oil will become milky. The other likely issue with a cloudy oil is going to be air entrainment, so you should go further than just a visual check, but this initial check should get you moving in the right direction.
The next source of checking for water can be done on-site as well as at most commercial labs – the hot plate. You can do a go-no go test by just cranking up a hot surface temperature and seeing if the sample sizzles like bacon when you put it on the surface – this should of course be done with caution for the same reason you should cook bacon with caution as it can spatter very hot liquid if there is a lot of water. There are other methods available, but the hot plate is a good initial detection for general purpose water analysis.
If you need a more exact water measurement, or you need to detect water at very low levels, you should be looking to have a Karl Fischer water test done. There are multiple variants of this test (the most common are coulometric and volumetric) and these variants all have similar capabilities but you should check which is being done and if it is going to meet your needs – Coulometric tends to be more accurate at low levels, and volumetric tends to be more accurate at higher levels, but there are modifications that can improve the abilities of both. There are also lubricant additives that can interfere with this type of water test, and this should be taken into account – primarily, any sulfur containing additive (ZDDP, EP, etc.).
Typical oil analysis results recommendations should include again correcting the source of water. Any further action in most cases should happen after this if possible; in some applications you continually have to remove water from a process that the water ingression cannot be stopped, in those instances you will generally just need to skip to the next steps.
The next most common recommendation is going to be to change the lubricant. This recommendation may come in conjunction with or may be replaced with other water removal suggestions (water drain-off, dehydration, centrifuge, etc.) depending on the lab’s knowledge of sump size and site capabilities. This recommendation is common because the damage that water does can be significant and to protect the equipment the water needs to be removed completely if at all possible.
Incorrect Lubricant in Oil Analysis Results
Incorrect lubricant problems come in a myriad of forms, so for the sake of the forum given, I have selected the most common we see: Mineral oil in a Glycol-based lubricant sump, Missing Additive/Wrong Additives, and Wrong Viscosity.
With a mineral oil in a glycol based sump, we tend to see increased viscosity and sludge formation to start with due to the chemical reaction that happens between hydrocarbon products and glycol products. If you have ever seen an engine with a coolant leak, this is what starts to happen. If you have not, just consider that two of the larger components of blacktop are a hydrocarbon product and a glycol product.
Once this chemical reaction starts, you can also start to see excessive wear because the lubricant viscosity is excessively high. Because the two lubricants do not typically mix you may also see elevated wear because the load zone lubricant film will not be a single lubricant, and can have a reduced load carrying capability.
You will likely see significantly reduced lubricant life because of the chemical reactions that happen also, though in this case there is little you can do to resurrect a glycol contaminated with a mineral so the lubricant life is essentially zero if you have incompatible lubricants.
Also because of the increased viscosity and sludge formation, you can have slow flowing or even plugged filters. Along with the theme of chemical reactions, you can have an increase in acid formation as a degradation byproduct, which can as a result start to attack the lubricated surfaces if allowed to go on too long.
Identification of a mineral oil in a glycol sump will likely be found primarily in viscosity testing and metals analysis. The analyst would also have to have information about the lubricant in use to be able to discern that what the test results were showing did not match what they should be showing.
About the only recommendation you will receive in oil analysis results if a mineral/glycol contamination issue is found is to flush the sump. A lubricant such as this, once contaminated, has no option for a filtration removal method or a way to drive off the incorrect chemical such as with water, so you have to physically remove the contamination.
Another recommendation you may have here is to review relubrication practices, as the primary way this type of contamination happens is from misidentification or missing identification of the lubricant(s) in question.
As a side note to this, there are a lot of big changes happening in the world of glycol-based lubricant, particularly in the realm of mineral-compatible glycols. These glycols derived from butylene are far more compatible than the older technologies using propylene and ethylene, and the oil analysis of them is still evolving. While some of this information may change, it should be taken into consideration if reviewing oil analysis data from a glycol-based lubricant system.
When you are dealing with missing or wrong additives, there are many possible interferences and problems, so I will cover the most likely you will see. It is common to see a missing EP or AW additive in a gear/bearing/hydraulic application. If you are missing one of these additives and the equipment requires it, depending on the tolerances and work load, you could see mild excessive rubbing wear up to and including severe sliding wear. This is because the function of these additives is to physically separate the loaded surfaces when the lubricant viscosity is insufficient, and without them you are contacting these loaded surfaces.
If a lubricant with a detergency additive is added to a system designed to shed water, the detergency additive will completely destroy this shedding property of the lubricant it is added to, and generally the only solution is to remove and completely replace the lubricant, or risk having a water ingression problem immediately start wearing bearings to an exceptional degree. An unfortunate fact is that this problem when found is most common when dealing with large turbine sumps that have been contaminated with diesel engine oil. As little as a quart of DEO can fail a 2000 gallon sump of turbine oil’s demulsability.
If a system with yellow metal (copper alloys) has a manufacturer recommendation to not use EP, this is usually because when the EP reaches activation temperatures it is highly corrosive to yellow metals and will degrade them rapidly.
In these instances, the first test that will show you the problem is again a metals test. This test will be able to detect additives and you can see changes in the additive levels from what the baseline should look like.
Another test that may see a change is oxidation or nitration if tested. These tests have detection ranges in the same place as where some synthetic additives are detected, and can cause the level to be elevated from the baseline artificially.
Lastly, you may be able to see an incorrect additive with an IR spectrum comparison/overlay in oil analysis results. In this test, two lubricants can be tested and overlaid on a single graph to see if there are any chemical signature differences present in the infrared signal. This is not a typical test and should be viewed as an exception test in most cases.
Common recommendations on oil analysis reports with these problems can include exception testing (analytical ferrography, etc.) if there are elevated wear problems to see if there has been significant surface degradation. Oil analysis results can also include a recommendation to check the manufacturer’s specifications as well as operating temperatures in how they relate to the equipment lubricant selection.
The last more common incorrect lubricant issue we come across is an incorrect viscosity. With a viscosity that is too high, in gear systems you may see an increase in wear in oil analysis results due to reduced or no splashing ability if the system requires splashing to lubricate properly. In hydraulics, a high viscosity can result in slow performance, and low filtration rates.
In nearly all low viscosity situations, you will end up in elevated wear due to the fluid film not being thick enough to prevent surface to surface contact during operation.
To detect a viscosity problem you should have a viscosity test. You should also consider having a baseline test done with viscosity on the new lubricant if possible, as viscosities can change from batch to batch, and a lubricant top-off with a similar lubricant of a different viscosity may not be readily evident.
You may also be able to detect this type of issue with metals testing – the reason for this is that additive levels will commonly fluctuate along with a viscosity change, even within the same product line as the base chemicals used to achieve the needed properties are not always going to be identical from viscosity grade to viscosity grade.
Recommendations with viscosity problems can be fairly involved. This is because along with the possibility of having put the wrong viscosity into a unit, there may have also been an operating change that has affected the unit and cause the issue. If the ambient temperature goes up, there is a possibility that the viscosity will now be too low for the operating temperature and wear will start to elevate.
Outside of this possibility, the oil analysis results recommendation to change the sump is going to be the most common. If the sump size is significant, you may also receive a recommendation to do a sump sweeten, or drain off a portion of the sump and replace with fresh lubricant to improve the viscosity if it is not too far out of spec.
As you take in all of this information and try to apply it to your situation, keep in mind that testing capabilities of a laboratory are an ever-changing field. New technologies and improved methods are coming available and becoming a better, more financially available option constantly. If you have a problem that you need testing for, make sure you are getting the best, most effective testing you can find. Also, this is a small portion of the problems that arise, and a somewhat narrow field of the issues within these problems that you face. If you have a specific problem you are contending with, be sure to contact your oil analysis lab – they should be willing to give you a hand in if they can help, and if they can’t they may even be able to point you in the right direction.
This article was previously published in the Reliable Plant 2013 Conference Proceedings.
By Aaron Black, Polaris Laboratories